
Für Fragen oder Terminvereinbarungen erreichen Sie uns unter der folgenden Telefonnummer:
0931 720 837 33
ARCHIV - Aktuelles 2019
Sammlung der Beiträge 2019
DIN EN ISO 14731: 2019-07 Schweißaufsicht- Aufgaben und Verantwortung
Die seit 2006 gültige Version der DIN EN 14731 wurde nun ersetzt.
Die neue Version wurde in einigen Bereichen nun konkreter, so wurden zum Beispiel die Begriffe (Punkt 3) nun mit Anmerkungen versehen.
Der Punkt 6 technische Kenntnisse und Kompetenz wurde nun in Unterpunkte, die das Niveau der Kenntnisse unterteilt.
Der Anhang A, der auf die IIW Ausbildungen und somit auf die DVS Ausbildungen (Schweißfach- Ingenieur, -Techniker, -Fachmann) verweist wurde gestrichen.
Vielmehr muss die Schweißaufsicht hinsichtlich der Art und/ oder Komplexität den Kompetenzniveau zugeordnet werden.
Im Anhang B (normativ) „Wesentliche schweißtechnische und mit dem Schweißen verbundene Aufgaben, die zu berücksichtigen sind, sofern zutreffend“ wurde der Punkt 20 „Umwelt, Gesundheit und Sicherheit“ neu aufgenommen. Hier wird darauf verwiesen, dass „alle einschlägigen Regeln und Vorschriften berücksichtigt werden“ müssen.
Merkblatt DVS 2509 (09/2019): Richten und Schweißarbeiten an Kraftradrahmen - Instandsetzungsaufgaben an Kraftradrahmen
Themengebiet: Fügen im Straßenfahrzeugbau
Kurzfassung
Durch unsachgemäßes Schweißen und Richten an Kraftradbauteilen können die mechanisch-technologischen Eigenschaften der verwendeten Werkstoffe unzulässig verändert oder wieder rückgängig gemacht werden. Die Verkehrssicherheit von Krafträdern kann dadurch gefährdet sein. In diesem Merkblatt werden wesentliche Regeln zum sachgerechten Instandsetzungsschweißen und Richten angegeben. Der Geltungsbereich dieses Merkblattes ist auf Hauptrahmen aus Stahlwerkstoffen begrenzt. Richtarbeiten an Aluminiumrahmen werden ausdrücklich nicht empfohlen
Quelle: DVS (siehe oben)
Die neue DIN EN ISO 10042
Im Januar 2019 erschien der Weißdruck der DIN EN ISO 10042. In der neuen Auflage wurden diverse Änderungen durchgeführt. Zum einen Teil wurden nur neue, besser erklärende Bilder eingefügt , zum anderen auch Ergänzungen/ „Veränderungen" integriert.
So wurde in der Tabelle 1, Nr.1.3 der Begriff "Porosität "durch "Oberflächenporen" ersetzt, was die Sache sprachlich präzisiert, da unter Punkt 1 nur die äußeren Unregelmäßigkeiten genannt sind.
Neu eingefügt sind - wie in der DIN EN ISO 5817 - die Unregelmäßigkeiten "Ansatzfehler", "Zündstellen" und "Spritzer". Die Unzulässigkeit "Bindefehler" (Nr. 2.10) wird nun großzügiger bewertet: Nun sind auch Fehler in der Bewertungsgruppe C (kurze Unregelmäßigkeiten; bis zu 20% der Blechdicke/ a-Maß) zugelassen.
Eine Verschärfung ergibt sich bei der Ordnung Nr. 2.12, "ungenügender Wurzeleinbrand" bei Kehlnähten. Dieser ist nun in der Bewertungsgruppe B nicht mehr zulässig (Alt: 0,1 * a). Dadurch dürfte es bei der einen oder anderen WIG-Schweißerprüfung zu Problemen kommen.

Bild 1: Unzureichender Wurzeleinbrand
DVS Richtlinie 0973-1 erschienen
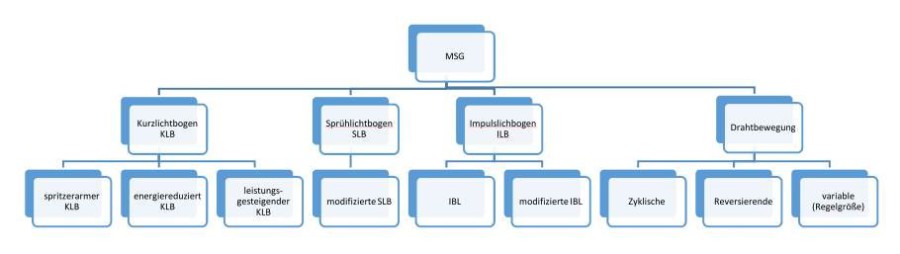
Im April erschien die DVS Richtlinie 0973-1 (Übersicht der Prozessregelvarianten des MSG-Schweißens).
Heute hat fast jeder Hersteller einen besonderen Lichtbogen in seinem Programm. Da kann der Anwender sehr schnell den Überblick verlieren. Begriffe wie beispielsweise coldArc XQ ®, forceArc ®, forceArc puls ®, CMT oder speed… sind auf dem ersten Blick verwirrend. Dennoch sind die Prozessregelvarianten miteinander vergleichbar.
Die Prozessvarianten lassen sich in die Lichtbogenarten Kurzlichtbogen, Sprühlichtbogen und Impulslichtbogen einteilen. Hierzu gibt es noch weitere Varianten. Das nachstehende Schaubild gibt einen Überblick.
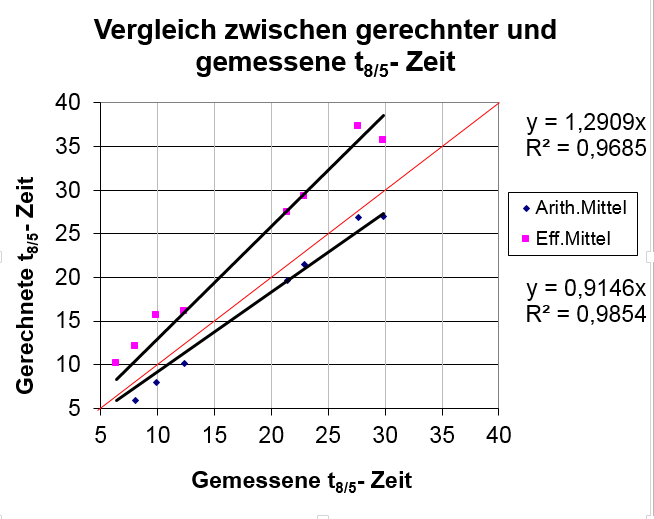
Durch die beim Impulslichtbogen starken Änderungen der Strom/Spannung-Werte kann von den meist in den Schweißstromquellen eingebauten Anzeigegeräten nicht der für die Wärmewirkung effektive Mittelwert angezeigt werden. Die eingebauten Geräte zeigen vielmehr die arithmetischen Strom/Spannungs-Werte an. Diese unterscheiden sich um bis zu 40% voneinander [1].
Dies hat natürlich auch Auswirkungen auf die t8/5-Zeit. Wird die t8/5-Zeit mit dem arithmetischen Mittel der Stromstärke bestimmt, so ist eine prozentuale Abweichung von etwa 9% vom gemessenen Wert festzustellen [2]. Im nachstehenden Diagramm wird dieser Sachverhalt dargestellt.
[1] Nittka, R., u. R. Latteier: Einsatz von MSG-Impulsstromquellen im Stohl- und Apparatebau.
DVS-Bericht 183, S. 43/49. DVS-Verlag, Düsseldorf , 1997
[2] Latteier, R., u. R. Nittka: Der Einfluss des MAG-Schweißens mit Impulslichtbogen und pendelnder Brennerbewegung auf
die t8/5-Zeit.
Schweißen und Schneiden 54 (2002), H.8
1090- Zertifizierung ade?!
Wir möchten Sie kurz über das in letzter Zeit verbreitete Gerücht „Wir brauchen keine 1090- Zertifizierung“ informieren.
In der EU-Kommission wird die Auffassung vertreten, dass tragende Bauteile nur solche sind, wenn deren Fehlen zum Versagen des gesamten Bauwerks führt.
Die EU-Kommission hat somit eine gegensätzliche Meinung zum EU- Normenausschuss und dem DIBt. Das DIBt arbeitet bereits an nationalen Reglungen, falls sich die EU-Kommission durchsetzt.
Es ist eindeutig, dass Betriebe, die Geländer, Treppen, Balkone,… herstellen, eine Zulassung nach DIN EN 1090-1 benötigen.