
Für Fragen oder Terminvereinbarungen erreichen Sie uns unter der folgenden Telefonnummer:
0931 720 837 33
ARCHIV - Wissen 2021
Sammlung der Beiträge 2021
Terrassenbrüche (aus DIN EN 1011-2)
Bei bestimmten Schweißstoßarten treten Terrassenbrüche auf, wenn die Schrumpfbeanspruchungen in Dickenrichtung (quer) eines Bleches wirken. Terrassenbrüche sind Auswirkungen auf den Grundwerkstoff, die hauptsächlich in Blechwerkstoffen auftreten. Die Rissgefahr wird durch zwei Faktoren beeinflusst: Blechempfindlichkeit und Spannungen quer zum Schweißstoß. Bei starker Empfindlichkeit des Blechwerkstoffes können Brüche sogar bei niedrigen Beanspruchungen auftreten, d.h. in einer Verbindung mit geringer Beanspruchung. Widerstandsfähigere Werkstoffe brauchen nicht zu reißen, es sei denn, sie werden unter solchen Umständen eingesetzt, bei denen sehr hohe Spannungen in Dickenrichtung entstehen.
Durch eine entsprechende Nahtausführung/Spannungsminimierung kann die Terrassenbruchgefahr vermindert werden. Nachstehend einige Möglichkeiten zum vermindern der Schrumpfspannungen:
- Verringerung des Schweißnahtvolumens (Versenkte Kehlnaht)
- Möglichst wenig Schweißraupen (jede Lage zieht)
- Pufferlagen
- Symmetrische Schweißung
- Möglichst die gesamte Blechdicke erfassen
Wir beraten Sie gerne.
Immer wieder 1090
Immer wieder taucht die Aussage/Frage auf:
„In der Ausschreibung stand nichts von 1090! Muss ich diese trotzdem einhalten?
Es ist doch nur ein Balkon/ Carport/Geländer eine Treppe!?“
Die folgenden Sätze stellen keine juristische Beratung dar, sondern vielmehr einen Versuch, diese Thematik in vereinfachter Darstellung zu erklären:
Im europäischen Wirtschaftsraum gibt es schon seit 2011 eine Bauproduktenrichtlinie (EU Nr. 305/2011). Diese wurde mittels einer harmonisierten Norm (DIN EN 1090-Normreihe) in das deutsche Recht überführt und sodann durch die jeweiligen Landesbauordnungen eingeführt.
Aber: In der Realität ist das Prozedere natürlich noch wesentlich komplexer!
Seit dem 1.Juli 2014 ist es verpflichtend, dass Bauprodukte, die im europäischen Binnenmarkt in den Verkehr gebracht werden, eine CE-Kennzeichnung tragen. Dieses Kennzeichen dürfen allerdings nur
zertifizierte Betriebe aufbringen.
Um beurteilen zu können, ob die o.g. Bauwerke der DIN EN 1090 unterliegen, muss man einen Blick in die DIN CEN/TR 17052 aus dem Jahre 2017 werfen.
Hier werden unter der Überschrift „Produkte, die von der DIN EN 1090-1 erfasst sind“ die nachstehenden „tragende Bauteile“ genannt:
A.1 Balkone
A.11 Carport
A.27 Geländer
A.52 Treppe ohne ETA
Die Liste umfasst 64 Positionen und ist „unverbindlich und nicht erschöpfend“, so der Normtext.
Wir beraten Sie gerne.
Mindestbiegeradien bei CrNi-Stahl
Nachdem wir in einem vergangenen Beitrag über das Schweißen im kaltverformten Bereich von ferritischen Stählen im bauaufsichtlichen Bereich berichteten, möchten wir nun das Thema „Mindestbiegeradien von CrNi- Stählen“ betrachten:
In der allgemeinen bauaufsichtliche Zulassung Z-30.3-6 vom 5. März 2018 „Erzeugnisse, Bauteile und Verbindungsmittel aus nichtrostenden Stählen“ sind entsprechende Vorgaben genannt:
Blechdicke <3mm:
Flacherzeugnisse aus austenitischen Stähle können mit einem Radius r=0 verformt werden.
Blechdicken ≥3mm:
Hier ist der Mindestbiegeradius durch die nachstehende Formel zu bestimmen:
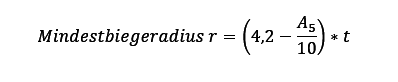
A5: Mindestbruchdehnung
Bei der Festigkeitsklasse S275 ist bei Blechen der Wert von 40 und bei Stäben/Hohlprofilen 25 anzuwenden.
Somit errechnet ein Mindestbiegeradius r von 0,2 * t bei Blechen bzw. 1,7 * t bei Stäben/Hohlprofilen.
Wir beraten Sie gerne.
HY- und HV-Nähte
HY und HV – Nähte sind kritisch hinsichtlich Bindefehler. Dennoch werden sie häufig von der Konstruktion und Arbeitsvorbereitung verwendet.
Problematisch ist besonders, dass diese Fehler nicht so leicht und bei geringen Blechdicken gar nicht durch eine
zerstörungsfreie Prüfung gefunden werden können.
Deshalb fordert die DIN EN 15085 (Schienenverkehrstechnik) auch eine Arbeitsprobe. Die Praxis zeigt die Richtigkeit der Forderung (Siehe Bild1)
Bild 1:
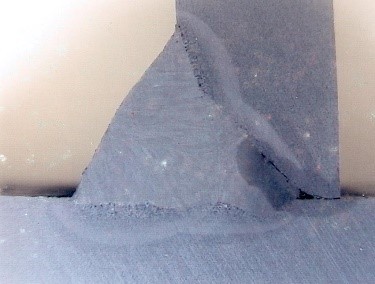
Um Missverständnisse über den anzuschließenden Querschnitt zu vermeiden ist die erforderlich die Nahtdicke (s) anzugeben. Ist kein Maß angegeben, müssen durchgehende Stumpfnähte geschweißt werden [DIN EN ISO 2253].

Das Maß s ist aber nicht mit der Flankenhöhe h zu verwechseln. Diese “muss“ nach DIN EN ISO 2553:2019 auch angegeben werden. Z.B. h5s7.
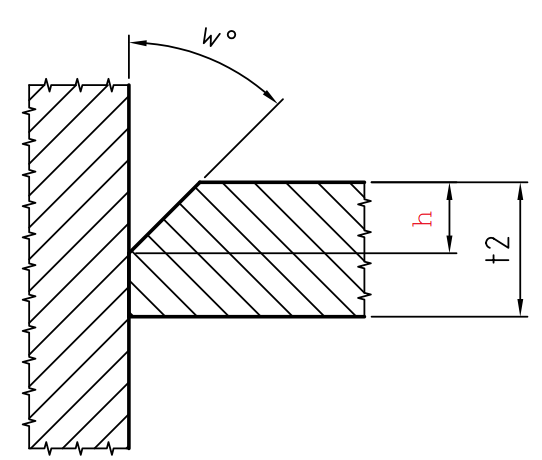
Weiterhin geht die Norm davon aus, dass „Stumpfnähte werden durchgeschweißt ausgeführt, sofern durch die Maße am Schweißsymbol oder durch Verweisung auf andere Stellen, z. B. die WPS, nichts anderes angegeben ist“.
Wir beraten Sie gerne.
Rutil-Elektroden
Beim E-Handschweißen mit Rutilelektroden ist im bauaufsichtlichen Bereich an gewissen Auflagen gebunden.
Viele Metallbauer verwenden gerne Stabelektroden mit einer Umhüllung aus rutilen und zellulosen Bestandteilen (RC- Type), wie z.B. Phoenix Blau oder Overcord. Diese sind aber nur zum Wurzel- und
Dünnblechschweißen (t≤3mm) zugelassen.
Aber auch die beliebten dick rutil umhüllten Elektroden (RR- Type), wie z.B. Phoenix Grün T oder Fincord, haben Einschränkungen. So sind sie beim S235 bis max.16mm und Kehlnahtstärke bis 10mm
zulässig Beim S355 ist die Blechdicke auf max. 8mm und Kehlnachstärke bis 6mm begrenzt.
Wir beraten Sie gerne.