
Für Fragen oder Terminvereinbarungen erreichen Sie uns unter der folgenden Telefonnummer:
0931 720 837 33
Archiv - Wissen 2024
Flammrichten DIN EN 1090-2, Kap. 6.5.3
Werden Baustähle oberhalb der Festigkeitsklasse S355 flammgerichtet, so ist unabhängig der Ausführungsklasse (EXC) ein dokumentiertes Verfahren entwickeln.
Grundlage für die Qualifizierung des Verfahrens sind die Ergebnisse von Zug-, Kerbschlagbiege- und Härteprüfung.
Weiterhin sind zusätzliche Anforderungen für das Flammrichten an nichtrostende Stähle (Kap. 6.5.3.2) festgeschrieben.
Die maximale Temperatur bei austenitischen Stählen ist 650 bis 750°C (Glühfarbe rotbraun bis dunkelrot). Die Wärmeeinwirkzeit (Anwärmung und Haltezeit und Abkühlzeit) sollte so kurz wie möglich sein.
Die maximale Wärmeeinwirkzeit ist 12Minuten. Siehe auch die Bauaufsichtliche Zulassung Z-30.3-6.
Wir beraten Sie gerne.
DIN EN 1090-2 Pkt 6.4.3 Thermisches Schneiden
Bei automatisierten thermischen Schneidprozessen muss die Eignung jährlich überprüft werden.
Hierzu sind 4 Prüfkörper in Form eines „P“ anzufertigen. Anhang D der DIN EN 1090-2.
An diesen Prüfstücken ist die Rauhtiefe RZ5 und die Rechtwinkligkeits- und Neigungstoleranz zu ermitteln. Die Qualität der Schnittflächen ist der nachstehenden Tabelle zu entnehmen. Die Bereiche beziehen sich auf die DIN EN ISO 9013.
Tabelle 1: Qualität der Schnittflächen
| Ausführungsklasse | Rechtwinkligkeits- oder Neigungstoleranz | Gemittelte Rautiefe |
| EXC 1 | ||
| EXC 2 | Bereich 5 | Bereich 4 |
| EXC 3 und 4 | Bereich 4 | Bereich 4 |
Beispiel:
Rechtwinkligkeits- oder Neigungstoleranz für Bereich 5
u=1,2 + 0,035a (a= Schnittlänge)
Rautiefe RZ5 für Bereich 5
RZ5 =110+1,8a (a= Schnittlänge in mm
Baustähle ≥ S460 darf an freien Schnittflächen die Härte von 450HV10 sind überschritten werden.
Aufgeweitet HY-Naht
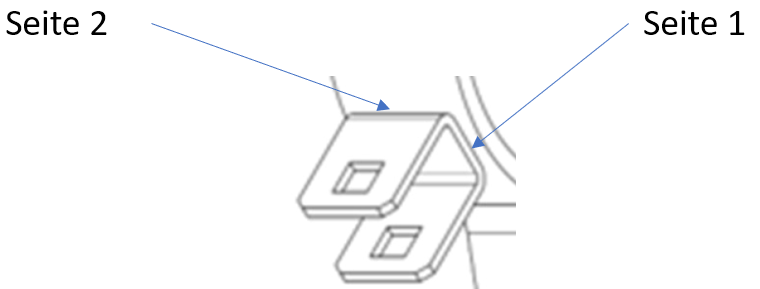
Ein gekanntes U-Profil (Siehe Skizze) soll auf ein Blech geschweißt werden.
Welches Schweißer Zertifikat ist erforderlich?
Seite 1:
Hier handelt es sich um eine Kehlnaht am Überlappstoß. Somit ist eine Kehlnahtprüfung erforderlich.
Seite 2:
„Eigentlich“ ein T-Stoß mit "natürlicher" Schweißnahtvorbereitung, die aufgrund des Biegeradius der Kantung ergibt.
Nach DIN EN ISO 2253 handelt es sich um eine aufgeweitete HY- Naht. Diese Nahtart hat die Nr. 1.7 in der vorgenannten Norm und ist somit eine Stumpfnaht, da alle Nahtarten mit Nr. 1.x Stumpfnähte
sind. D.h. es ist eine Stumpfnaht für die auszuführenden Schweißnähte (Nahtart) erforderlich.