
Für Fragen oder Terminvereinbarungen erreichen Sie uns unter der folgenden Telefonnummer:
0931 720 837 33
ARCHIV - Wissen 2018
Sammlung der Beiträge 2018
Kehlnaht mit tiefem Einbrand
Immer wenn in der Fertigung ein Kehlnaht mit a=6 bis a=7 gefordert wird, stellt sich für die Schweißaufsicht die Frage,
„Bekommen wir dies in einer Lage hin?, oder ist eine mehrlagige Schweißnahtausführung notwendig ?!“.
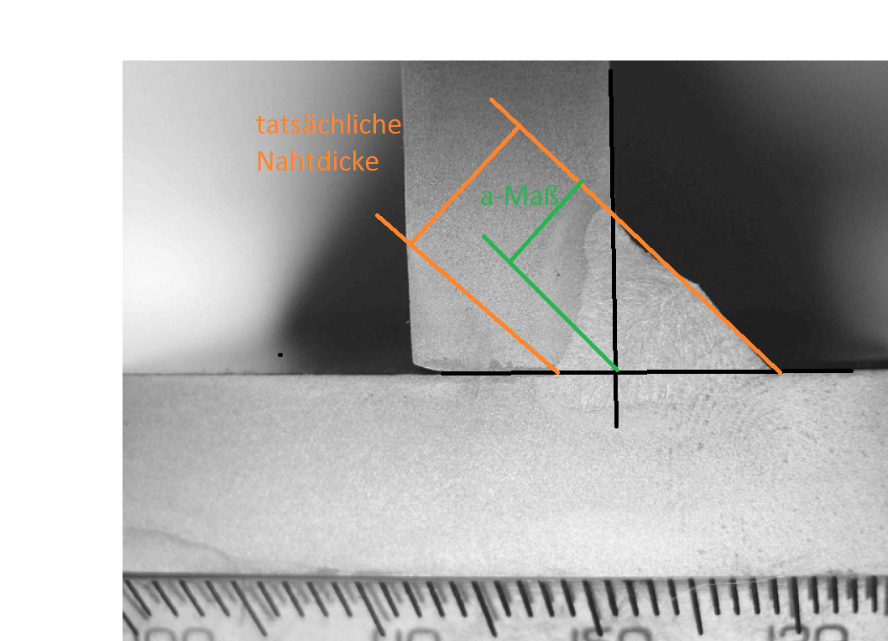
Im bauaufsichtlichen Bereich ist im Eurocode 3 [DIN EN 1993-1-8:2010-12] festgelegt, dass „eine vergrößerte Nahtdicke berücksichtigt werden kann, wenn der über den theoretischen Wurzelpunkt hinausgehende Einbrand durch eine Verfahrensprüfung nachgewiesen wird“.
In unten angezeigten Bild wird die „wirksame Nahtdicke (s) nach [DIN EN ISO 17659: 2005-09] gezeigt.
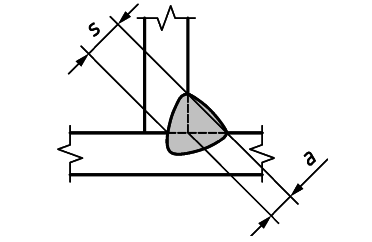
In der DIN EN 1090-2:2018-09 ist „die volle Nahtdicke, die sich bei der Anwendung der WPS …mit tiefen Einbrand…als ausführbar bewiesen hat“.
Unter Verfahrensprüfung ist sicherlich eine Verfahrensqualifikation nach DIN EN 15614-1:2018-01 gemeint.
Sicherlich ist mit etwas Übung auch eine Kehlnaht a=8 in einer Lage möglich.
Rufen Sie uns an - wir beraten Sie gerne.
Cr-Ni Stähle aus Automaten- Legierungen
Auch bei den Cr-Ni-Legierungen gibt es Stähle mit erhöhten S-Gehalt.
Die bekanntesten Vertreter sind 1.4305, 1.4405 und 1.4104.
Diese Legierungen haben ein S-Gehalt zwischen 0,15 und 0,30%. Der erhöhte S-Gehalt führt zur Bildung von Mangansulfid-Einschlüssen, die die Korrosionsbeständigkeit herabsetzen.
Der 1.4305 hat eine schlechtere Korrosionsbeständigkeit als der 1.4301. Zudem ist dieser Werkstoff nicht IK-beständig, nicht schweißbar und sehr rissanfällig.
Der Werkstoff darf nicht im Lebensmittelbereich eingesetzt werden!
Korrosion durch rotierende Edelstahlbürste
Bei der Oberflächenreinigung von „Edelstahl“ werden häufig rotierende Edelstahlbürsten verwendet um Anlauffarben zu entfernen oder um die Oberfläche vor einer Oberflächenrißprüfung zu reinigen. Bild 1 zeigt exemplarisch eine Ausführung von Edelstahlbürsten.

Bild 1: Edelstahlbürste
Immer wieder treten nach einiger Zeit „rostige“ Schweißnähte auf, wie auch im Bild 2 ersichtlich.

Bild 2: „rostige“ Schweißnähte
Frau Dr. Schilling untersuchte im Rahmen ihrer Promotion unter anderem den Einfluß von Oberflächen auf das Lochkorrosionsverhalten. Dabei stellte sich heraus, dass Oberflächen die mit einer rotierenden Edelstahlbürste behandelt wurden, eine geringe Bestandigkeit gegen selektive Korrosion (Lochfraß) haben als solche, die mit einem Zirkoniumkorundfächerscheibe geschliffen wurden. Auch das anschließende Beizen verbessert zwar die Beständigkeit erheblich, ist aber dennoch nicht mit dem der Zirkoniumkorund geschliffenen oder dem Anlieferungszustand zu vergleichen.
DVS Merkblatt zum Thema Wolframelektroden für das WIG-Schweißen
Wussten Sie, dass es ein DVS Merkblatt zum Thema Wolframelektroden für das WIG-Schweißen gibt?
Es hat die Nummer 0911, wie das legendäre Auto aus Zuffenhausen.
Dort sind neben der „Entschlüsselung“ des Farbcodes auch noch jede Menge praktische Hinweise zu finden. So wird neben der Strombelastbarkeit der Elektrode auch einiges
an Wissenswerten über die Elektrodenform, das Einbrandprofil oder dem Verschleiß dargestellt.
Überdies ist auch noch eine Tabelle zur Auswahl der „passenden“ Elektrodentype vorhanden.
Auch werden einige Anmerkungen zum Thema „thoriumoxidhaltige Wolframelktroden“ gemacht.
Wir stimmen mit dem DVS Merkblatt vollkommen, dass die WT20, oder wie viele in der Werkstatt sagen „Die Roten“ nicht mehr zu verwenden sind.
Qualifikation von Brennschnitten
Betriebe die ein thermisches Schneidverfahren anwenden haben sich nach DIN EN 1090-2 Pkt. 6.4 zu qualifizieren.
Hierzu ist am dicksten und am dünnsten zu verarbeiteten Material ein gerader Schnitt auszuführen. Weiterhin ist eine scharfkantige Ecke und ein Bogen an der meist verwendeten
Blechdicke herzustellen.
An diesen Probestücken ist die Qualität der Schnittflächen hinsichtlich Rechtwinklichkeits- oder Neigungstoleranz und Rauhigkeitsmessung nach EN ISO 9013 entsprechend den Anforderungen der
Ausführungsklasse (EXC) zu ermitteln:
Zudem ist die Härte der Schnittflächen zu bestimmen.
Wir beraten Sie gerne.
WIG- Schweißen mit mechanisierter Drahtzuführung
Beim WIG Schweißen (141) mit mechanisierter Drahtzuführung werden üblicherweise Drahtspulen verwendet, die für das MAG Schweißen bestimmt sind.
MAG Schweißzusatzwerkstoffe habe meist einen höheren Gehalt an Silizium als WIG Schweißzusatzwerkstoffe. Zudem beginnt die Normbezeichnung beim WIG-Stab mit W und bei der Drahtelektrode mit G.
Bei Schweißarbeiten im zulassungspflichtigen Bereichen (Baurecht; DIN EN 1090, Schienenverkehrstechnik; DIN EN 15085, Druckgeräte; AD-Regelwerk) dürfen nur zugelassene Schweißzusatzwerkstoffe verwendet werden.
Nicht alle Hersteller von Schweißzusatzwerkstoffen haben eine entsprechende Zulassung.
DIN EN ISO 5817: Kehlnahtdickenunterschreitung
Das nach DIN EN ISO 5817 Schweißen –Schmelzschweißverbindungen an Stahl, Nickel, Titan und deren Legierungen (ohne Strahlschweißen) – Bewertungsgruppen von Unregelmäßigkeiten
(ISO 5817:2014);
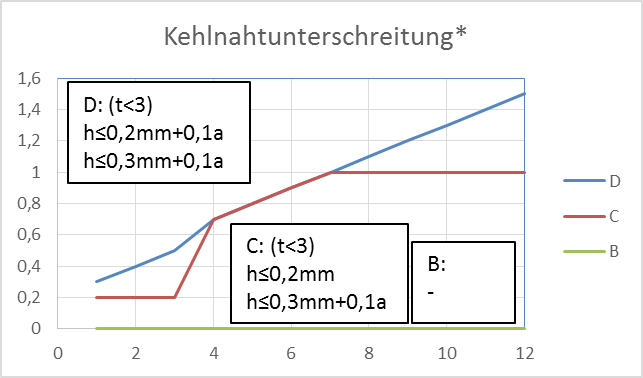
für Kehlnähte, die in der Bewertungsgruppe B eingruppiert sind keine Nahtdickenunterschreitungen zulässig ist. Dies gilt sowohl für den Blechdickenbereich von 0,5 bis 3 als auch für Blechdicken
größer 3mm.
Weiterhin sind in der Bewertungsgruppe C und D nur kurze Unregelmäßigkeit zulässig.
Eine kurze Unregelmäßigkeit ist, wenn auf 100m Schweißnahtlänge eine Unregelmäßigkeit nicht länger als 25mm ist. Ist die Schweißnahtlänge kleiner als 100mm, darf die Unregelmäßigkeit nicht länger als
25% der Schweißnahtlänge sein.
Die zulässige Schweißnahtdickenunterschreitung ist der nachstehenden Tabelle 1 oder dem Diagramm 1 zu entnehmen.
|
|
Oben: Tabelle 1
Unten: Diagramm 1
Warum WPQR Pakete?
Mittlerweile haben sehr viele Hersteller von Schweißanlagen WPQR Pakete im Programm.
Der Nutzen dieser Pakete ist, dass sehr viele Schweißungen vom Hersteller ausgeführt und von einer unabhängigen Stelle qualifiziert wurden.
WER BENÖTIGT DIESE PAKETE?
Hersteller von Bauprodukten, die sich nach DIN EN 1090 zertifizieren lassen, müssen ihre Schweißprozesse qualifizieren. [DIN EN 1090 Pkt.7.4]
WER IST HERSTELLER?
Firmen/ Personen, die ein Bauprodukt in den Verkehr bringen. Diese sind verpflichtet, eine CE- Kennzeichnung aufzubringen.
WER IST HERSTELLER DER AUSFÜHRUNGSKLASSE 2?
Metallbauer, die Bauprodukte beispielsweise Geländer im öffentlichen Bereich, in den Verkehr bringen.
WELCHE MÖGLICHKEITEN DER VERFAHRENS-QUALIFIKATION HAT EIN EXC 2- BETRIEB?
Nach DIN EN 1090-2, Tabelle 12 sind die nachstehenden Methoden möglich:
|
Methoden zur Qualifizierung
|
EXC 2 |
|
Schweißverfahrensprüfung |
X |
|
Vorgezogene Arbeitsprüfung |
X |
|
Standardschweißverfahren |
X a |
|
Vorliegende schweißtechnische |
|
|
Einsatz von geprüften |
a nur bei Stahlsorten ≤ S 355 und nur bei manuellem oder teilmechanischem Schweißen
b nur bei Stahlsorten ≤ S 275 und nur bei manuellem oder teilmechanischem Schweißen
c ist praktisch nicht zu realisieren, da der Dokumentations- Aufwand zu hoch
d hierzu werden DB geprüfte Schweißzusatzwerkstoffe und ein 2.2 Zeugnis benötigt
WAS BRINGEN NUN DIE PAKETE EINEM HERSTELLER?
Durch den Kauf der Pakete bekommt er die Qualifikation eines Standart-Schweißverfahrens (EN ISO 15610). Somit darf er auch S355 (St52) verschweißen, ohne Prüfungen durchzuführen.
Anzumerken ist:
-
Die Pakete gibt es nur für „schwarze Werkstoffe“, kein „Edelstahl“
-
Die Schweißprozesse WIG und E-Hand sind nicht qualifiziert
-
Die ersten fünf Anschlüsse der „neuen“ WPS sind besonders (Bewertungsgruppe B, mind. 5% ZfP) zu prüfen
Wir beraten Sie gerne.