
Für Fragen oder Terminvereinbarungen erreichen Sie uns unter der folgenden Telefonnummer:
0931 720 837 33
ARCHIV - Aktuelles 2020
Sammlung der Beiträge 2020
DVS Merkblatt 1705 „Verwendbare Stahl- und Gusswerkstoffe für geschweißte Metallbauten“
Im August erschien das DVS Merkblatt 1705 „Verwendbare Stahl- und Gusswerkstoffe für geschweißte Metallbauten“.
In diesem Merkblatt sind die verwendbaren Stahl- und Gusswerkstoffe für den Metallbau nach DIN EN 1090-2.
Bei Hohlprofilen sind nur Profile nach DIN EN 10210 und 10219 zugelassen. Die Werkstoffe haben in der Bezeichnung ein H, wie beispielsweise S355J2H. Nur in diesen Normen genannten Stähle erfüllen die Eigenschaften nach DIN EN 1993-1-1, Tab. 3.1.
Nahtlose kreisförmige Rohre aus unlegierten Stählen für besondere Anforderungen (DIN 1629; DIN EN 10216-2) mit den Werkstoffen St37.0, Lieferzustand N dürfen nach
Musterverwaltungsvorschriften MVVTB: C2.4.1.3 nur für Tankbauwerke verwendet werden, also nicht für den Metallbau.
Bei Fragen beraten wir Sie gerne.
DIN EN ISO 15614-1: 2020-05
Die DIN EN ISO 15614-1 ist neu erschienen.
Auch diesmal gab es Änderungen, wenn auch nicht so Viele wie bei der letzten Revision.
Die weitreichendste Änderung ist, dass der Unterabschnitt 8.5.2.3 Art des Tropfenübergangs mehr oder weniger gestrichen wurde. Die Unterpunkte 8.5.2.3.2 bis .4 wurden komplett entfernt. Somit sind
die Begriffe „Wellenformsteuerndes Schweißen“, „Schweißen im Pulsmodus (ohne Wellenformsteuerung)“ und „Schweißen ohne Pulsmodus und ohne Wellenformsteuerung“ nicht mehr in der Norm
genannt.
Somit entfällt, dass der Stromquellenhersteller und die Art der Wellenformsteuerung anzugeben ist. Auch ist keine erneute Verfahrensqualifikation beim Wechsel der Stromquelle und Änderung der Wellenformsteuerung notwendig.
Es ist aber zu beachten, dass weiterhin die ISO/TR 18491 gültig ist.
In diesem Technischen Report ist die Bestimmung der Wärmeeinbringung beschrieben, die beim Wellenformsteuernde Schweißen anzuwenden ist. Hier ist es erforderlich, dass die Effektivwerte von Strom und
Spannung in der Formel zum Berechnen der Streckenenergie verwendet werden, da die Wärmewirkung des elektrischen Stromes von den Effektivwerte abhängt. Diese Anforderungen erfüllt nicht jedes
Messgerät.
Wird mit der Variante „Schweißen im Pulsmodus“ gearbeitet, ist es durch die Revision der Norm nicht mehr notwendig, den Stromquellenhersteller im WPQR anzugeben.
Bitte beachten Sie auch hier, dass die Effektivwerte des Stroms von den mit „normalen“ Messgeräten gemessen
(arithmetischen) Werten im unteren Leistungsbereich um bis zu 46% abweichen können.
Im Diagramm 1 ist der Strom- und Spannungsverlauf einer der geprüften Stromquellen wiedergegeben.
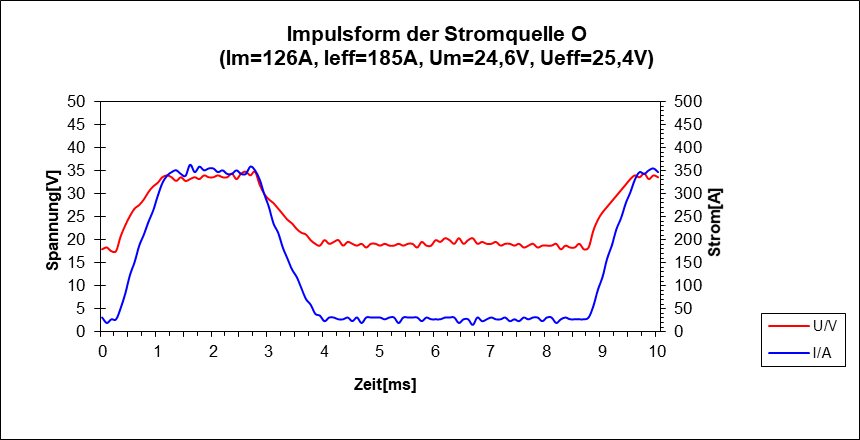
Diagramm 1: Strom- Spannungsverlauf eines Impulslichtbogens aus [1]
Den Vergleich zwischen gemessenen und mit beiden Mittelwertvarianten berechneten t8/5- Zeiten zeigt das nachstehende Diagramm 2, aus [2].
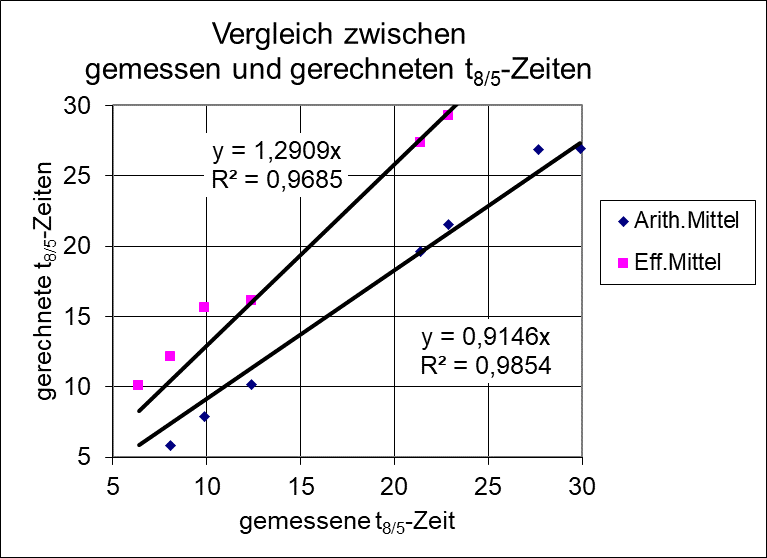
Diagramm 2: Vergleich zwischen gerechneter und gemessener t8/5-Zeit
Im Bereich zwischen 10 und 15sec, der für viele Anwender von Interesse ist, ist bei der Verwendung der arithmetischen Mittelwerte die Abweichung ca. 2sec. Dies kann schon größere Auswirkung auf die Härtewerte haben.
[1] Nittka R. und R. Latteier
Einsatz vom MSG-Impulsstromquellen im Stahl- und Apparatebau
DVS-Berichte, Band 183, Düsseldorf 1997
[2] Latteier, R. und R. Nittka
Der Einfluss des MAG-Schweißens mit Impulslichtbogen und pendelnder Brennerbewegung auf die t8/5-Zeit
Schweißen & Schneiden 2002, Heft 8
Bei Fragen beraten wir Sie gerne.
Richten
In diesem Monat erschien das DVS Merkblatt 1614 „Richten im Schienenfahrzeugbau“.
Es gibt Hinweise zum Richten von Aluminium und Stahl, die natürlich auch für andere Komponenten als Schienenfahrzeuge angewendet werden können. Unter Richten wird sowohl das Mechanische als auch das
Thermische Richten verstanden. Es werden grundsätzliche Hinweise zu „Wärmefiguren“ und Wärmebahnen aufgezeigt. Darüber hinaus wird auch das „Richtschweißen“ als mögliche Wärmeeinbringung vorgestellt.
Zudem werden Richttemperaturen genannt. Diese erscheint mir aber für einen M/ML-Stahl mit max. 700°C sehr hoch, auch wenn zwischenzeitlich das CEN/TR 10347 die Werte von M/ML-Stählen mit denen von
normalisierten Stählen gleichsetzt. Frühere Untersuchungen weisen 650°C als Obergrenze aus [1].
Nach DIN EN 1090-3:2018-09 ist beim Flammrichten von Stählen mit einer Festigkeitsklasse >355MPa ein dokumentiertes Verfahren zu entwickeln.
[1] Hanus, F.:
Thermomechanisch gewalzte Stähle für den Stahl- und
Behälterbau
Seminar SLV- Duisburg 2000
DIN EN ISO 13919-1: 2020-03
Im März 2020 wurde eine Revision der der DIN EN ISO 13919-1 „Elektronen- und Laserstrahl-Schweißverbindungen – Anforderungen und Empfehlungen für Bewertungsgruppen für Unregelmäßigkeiten – Teil 1: Stahl, Nickel, Titan und deren Legierungen“ veröffentlicht.
Im Wesentlichen wurde in der (neuen) Tabelle 1, früher Tabelle 2, die Unzulässigkeiten überarbeitet und entsprechend der DIN EN ISO 6520-1 Schweißen und verwandte Prozesse – Einteilung von geometrischen Unregelmäßigkeiten an metallischen Werkstoffen – Teil 1: Schmelzschweißen (ISO 6520-1:2007) angepasst.
Edelstahl Rostfrei in Erdböden
Die Informationsstelle Edelstahl Rostfrei (ISER) hat zum Thema „Edelstahl Rostfrei in Erdböden“ eine Publikation herausgegeben.
Aus dieser ist beispielsweise zu entnehmen, dass der Werkstoff 1.4301 in sandigen Lehm* nach 7-8 Jahren keine Korrosionserscheinung aufweist.
*sandiger Lehm mit einen Bodenwiderstand von 400 Ohmcm, Chloridgehalt 9mgCl-/kg, Sulfatgehalt 5 mgSo42-/kg, Wassergehalt 7% und einen pH-Wert von 8,8.
Insgesamt wurden in 11 Böden 22 verschiedene Werkstoffe untersucht.