
Für Fragen oder Terminvereinbarungen erreichen Sie uns unter der folgenden Telefonnummer:
0931 720 837 33
ARCHIV - Wissen 2020
Sammlung der Beiträge 2020
Schleiffunkenprobe
Um an einen vorgefunden Stahl eine Reparatur vernünftig ausführen zu können ist es notwendig den Werkstoff zu „kennen“. Hierzu ist die chemische Analyse ein Baustein.
Durch eine Schleiffunkenprobe ist es sehr grob möglich Stähle zu unterscheiden und eine stark verienfachte Einteilung vorzunehmen. Schon 1909 wurde dies von Bermann ausführlich beschrieben.
Zur Beurteilung werden unterschieden zwischen den Merkmalen
Farbe, Strahl und Explosion.
Im Europa Tabellenbuch Metall, das sich bei vielen Metallbauern noch aus Zeiten der Berufsschule im Bücherschrank befindet, sind einige Beispiele wiedergegeben. Die nachstehenden zwei Beispiele stammen aus diesem Buch.(Europa Tabellenbuch Metall 29. Auflage 1975)

Bild 1: Einsatzstahl C15 (0,15%C, 0,25%Si; 0,37%Mn)
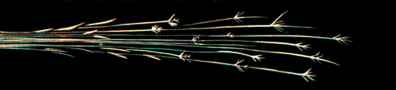
Bild 2: leg.Werkzeugstahl 60MnSi4 (0,6%C; 1,0%Si; 1,0%Mn
Im „Schleiffunkenatlas“ von Tschorn (VEB Leipzig 1961) sind 95 verschiedene Schleifbilder wiedergegeben. Das nachstehende zeigt einen C45.
Gasentnahmemengen
Acetylen wird in speziell ausgerüsteten Stahlflaschen gespeichert. Diese Flaschen enthalten eine poröse Füllmasse, die einen Acetylenzerfall sicher verhindert. Zudem befindet sich in der Flasche Aceton oder Dimethylformamid, die das Speichervermögen erhöhen.
Beim Anschluss von „großen“ Sauerstoff-Acetylenbrennern kommt es immer wieder vor, dass das in der Flasche befindliche Aceton oder Dimethylformamid aus der Flasche „gezogen“ wird.
Aus einer 50l Flasche kann kurzfristig 1000l/h und im Dauerbetrieb 500l/h entnommen werden. Die Werte gelten bei 15°C/1bar.
Bei einem Brenner der Größe 7 -Schweißbereich 14-20mm-, der häufig für das Flammrichten genutzten wird, errechnet sich ein Gasverbrauch von
(14+20)/2 * 100 = 1700l/h.
Dies bedeutet, dass ein Brenner der Größe 7 nicht mit einer Flasche betrieben werden darf. Um diese Brennergröße im Dauerbetrieb nutzen zu können, wären vier Flaschen notwendig.
Wie groß darf der Brenner sein, der mit einer Flasche betrieben werden kann?
Größe 4, Schweißbereich 4-6mm. Bei diesem Brenner errechnet sich ein Gasverbrauch von
(4+6)/2 * 100 = 500l/h.
Was passiert, wenn ich dies nicht beachte?
Durch das „herausziehen“ von Aceton aus der Flasche lösen sich die Membran im Manometer, Dichtungen und der Gasschlauch auf bzw. verkleben. Somit
ist eine Ersatzbeschaffung notwendig.
Dadurch kann es zu einem vorzeitigen Gasaustritt kommen, der einen Flammenrückschlag verursacht.
Zeugnisse nach DIN EN 10204
Die DIN EN 10204 wird häufig als Grundlage für Bescheinigungen verwendet. Die Art der Bescheinigung sagt nichts über die Qualität des Werkstoffes aus. Sie sagt „lediglich“ darüber etwas aus, wer die Prüfungsergebnisse bestätigt.
|
Art der Bescheinigung |
Inhalt der Bescheinigung |
Bestätigung der Bescheinigung durch |
|
|
2.1 |
Werksbescheinigung |
Bestätigung der Übereinstimmung mit der Bestellung |
Hersteller |
|
2.2 |
Werkszeugnis |
Bestätigung der Übereinstimmung mit der Bestellung unter Angabe von Ergebnissen nichtspezifischer Prüfungen |
Hersteller |
|
3.1 |
Abnahmeprüfzeugnis 3.1 |
Bestätigung der Übereinstimmung mit der Bestellung unter Angabe von Ergebnissen spezifischer Prüfungen |
den von der Fertigungsabteilung unabhängigen Abnahmebeauftragter des Herstellers |
|
3.2 |
Abnahmeprüfzeugnis 3.2 |
Bestätigung der Übereinstimmung mit der Bestellung unter Angabe von Ergebnissen spezifischer Prüfungen |
den von der Fertigungsabteilung unabhängigen Abnahmebeauftragter des Herstellers und den vom Besteller beauftragten Abnahmebeauftragen oder den in den amtlichen Vorschriften genannten Abnahmebeauftragten |
Sollten Sie Interesse an Weiterbildung zu dem Fragenkomplex Werkstoffe, Bestellungen, etc. haben, besuchen Sie unsere Internetseite.
Im Bereich Service/Downloads können Sie weitere Informationen bekommen.
Zum Thema bieten wir auch immer wieder Schulungen bzw. Workshops an, z.B. den Workshop. „Werkstoffwissen für Kaufleute, Einsteiger und Wiedereinsteiger“ (hier unter Terminplaner).
Gerne für führen wir auch eine Inhouseschulung durch.
Mindestvorwärmtemperatur
Die Schweißeignung von Stählen wird, neben dem Erreichen der geforderten mechanischen Eigenschaften im Schweißnahtbereich, auch durch die Kaltrisssicherheit bestimmt. Kaltrisse sind Risse, die in Schweißverbindungen ferritischer Stähle unter Einwirkung von Wasserstoff und Spannungen bei Temperaturen unter 300 °C auftreten. Sie können auch zeitlich verzögert auftreten. Zu deren Vermeidung wird die Schweißverbindung vorgewärmt. Es verzögert die Abkühlung und reduziert den Wasserstoffgehalt.
Unter Zuhilfenahme der nachstehenden Formel wird die Mindestvorwärmtemperatur bestimmt:
TP=697 x CET + 160 x tanh (t/35) + 62 x HD0,35 + (53 x CET - 32) x Q – 328
Formel C.8 der DIN EN 1011-2
CET = Kohlenstoffäquivalent [-]
t = Blechdicke [mm]
HD = Wasserstoffgehalt ml/100g Schweißgut
Q = Wärmeeinbringung [kJ/mm]
Die ursprüngliche Formel wurde von Uwer und Höhne entwickelt. In der DIN EN 1011-2 ist diese mit leicht geänderten Faktoren wiedergegeben. Es ist zu beachten, dass sich durch diese Temperatur nur die Kaltrissanfälligkeit vermindern/verhindern lässt. Sie sollte bis zur Fertigstellung einer Schweißverbindung nicht unterschritten werden.
Kehlnahtschweißen weisen im allgemeinen niedrigere Vorwärmtemperaturen zur Vermeidung von Kaltrissen aus, was sicherlich auch mit dem geringeren Spannungszustand zu begründen ist. Es ist aber zu beachten, dass geringere Vorwärmtemperaturen zu kürzeren Abkühlzeiten (t8/5-Zeiten) und somit zu höheren Härtewerten führen. Bei einlagigen Kehlnähten ist eine Überschreitung der zulässigen Härtewerte sehr leicht möglich.
Das nachstehende Bild 1 zeigt die Einflussgrößen auf die Kaltrissneigung und die mechanischen Eigenschaften der Schweißverbindung.
Das Gefüge (Härte) wird von der chemischen Zusammensetzung des Grundwerkstoffes und den Schweißbedingungen abhängig.
Unter der Begrifflichkeit „Schweißbedingungen“ sind die Geometrie (Blechdicke, Schweißnahtform), Temperatur (Vorwärm-/Zwischenlagen), Schweißparameter (Spannung, Stromstärke, Schweißgeschwindigkeit)
und Verfahren (Wärmeeinbringung) zusammengefasst.
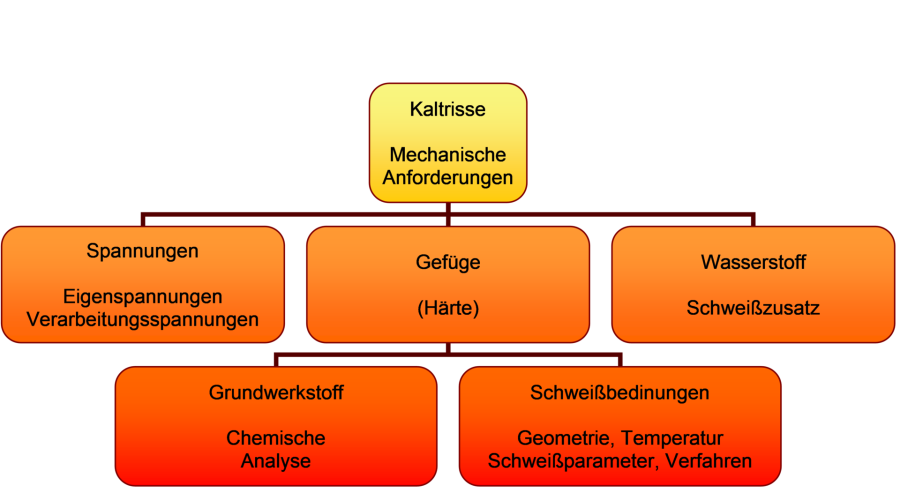
Bild 1: Einflussgrößen auf die Verarbeitung von Baustählen
Bei Fragen können Sie sich jederzeit gerne melden.
Datierte und undatierte Normen
Was ist eine undatierte Norm?
Wird in einem Regelwerk/Norm -beispielsweise DIN EN ISO 9606-1- auf eine Norm verwiesen, ist diese in der aktuellen Fassung bzw. sogar die Nachfolgenorm der genannten Norm gültig.
So wurde bin der alten DIN EN 1090 (Fassung 2011) auf die DIN EN 287-1 verwiesen.
Im Jahre 2013 erschien die DIN EN ISO 9606-1 als Nachfolgenorm der DIN EN 287-1.
Dadurch, dass die Norm undatiert war, wurde automatisch die Nachfolgenorm gültig.
Was ist eine datierte Norm?
Bei einer datierten Norm -beispielsweise DIN EN ISO 9606-1:2013-12- wird nach der Normnummer auch noch die Jahreszahl bzw. sogar noch zusätzlich eine Monatszahl
angegeben.
Dies bedeutet, dass ausschließlich diese Fassung der Norm gültig ist, auch wenn es bereits eine neuere Fassung dieser Norm gibt.